

1. Optilise tee ja protsessiparameetrite suhte reguleerimisega saab õhukest vaskvarda keevitada pritsmeteta (ülemine vaskplekk <1mm);
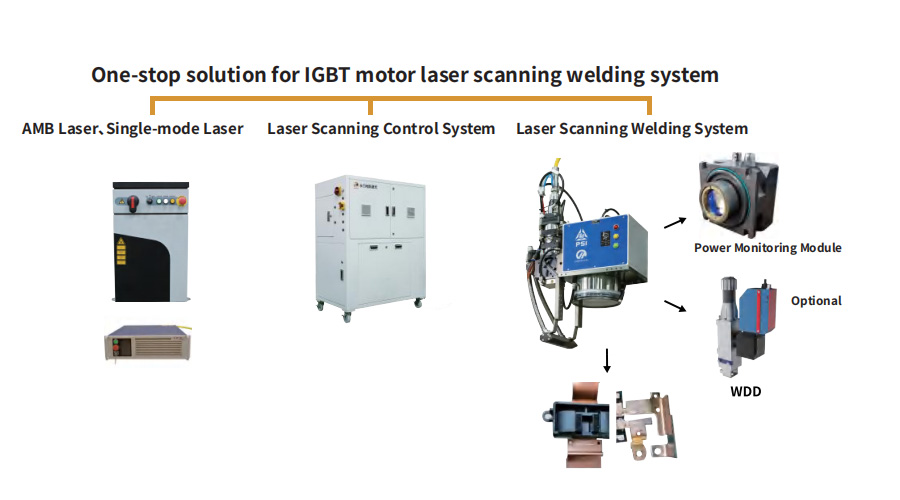
2. Varustatud võimsuse jälgimise mooduliga, mis võimaldab laserväljundi stabiilsust reaalajas jälgida;
3. WDD-süsteemiga varustatud keevituskvaliteeti saab iga keevisõmbluse korral jälgida veebis, et vältida rikete põhjustatud partiidefekte;
4. Keevitussügavus on stabiilne ja kõrge ning läbitungimissügavuse kõikumine on väiksem kui ±0,1 mm;
5. Paksude vaskvarraste IGBT-keevitust saab teostada (2 + 4 mm / 3 + 3 mm).