
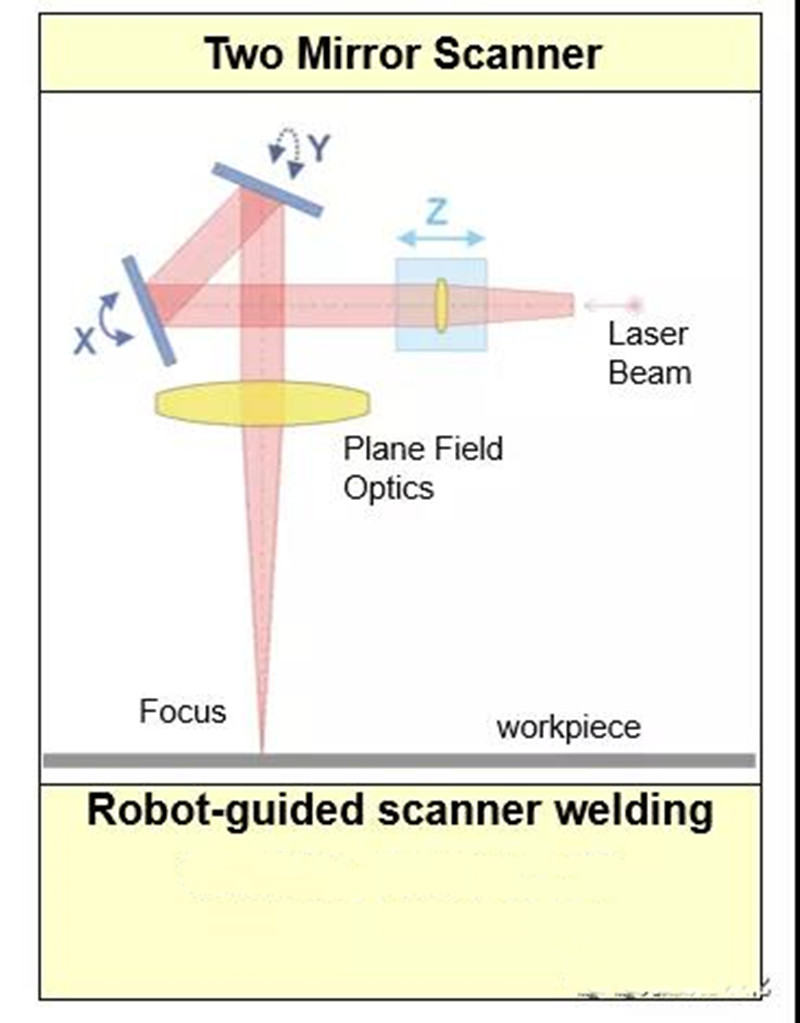
1. Laserskaneeriva keevituse põhimõte:
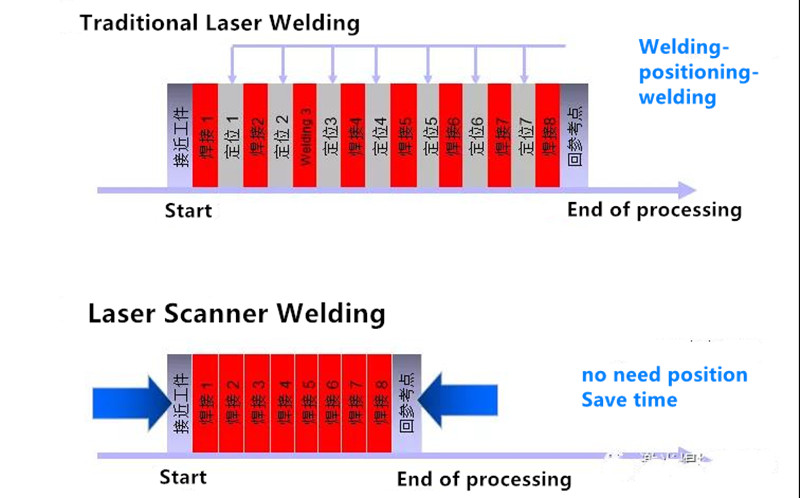
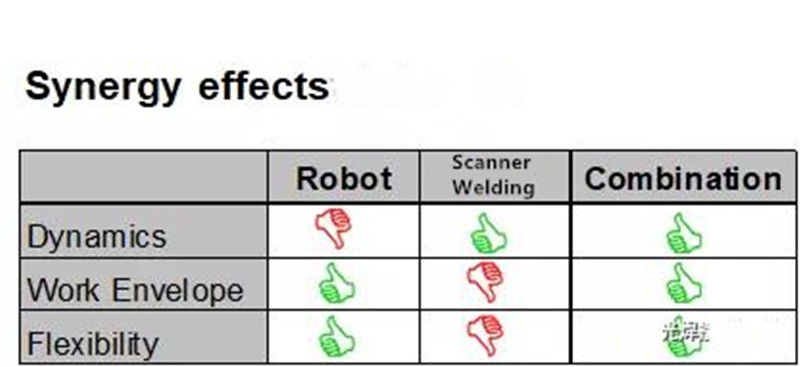
2. Miks skaneeriv keevitamine saab parandada tootmise efektiivsust?
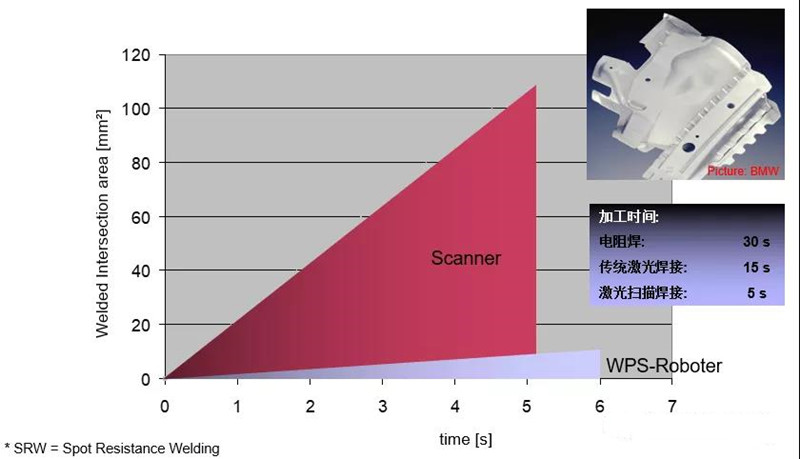
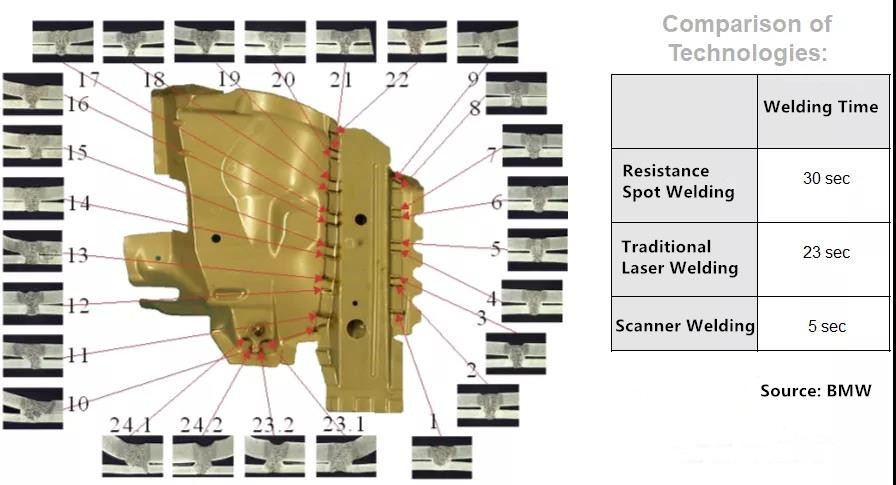
3. Takistuskeevituse, traditsioonilise keevituse ja skaneeriva keevituse võrdlus:
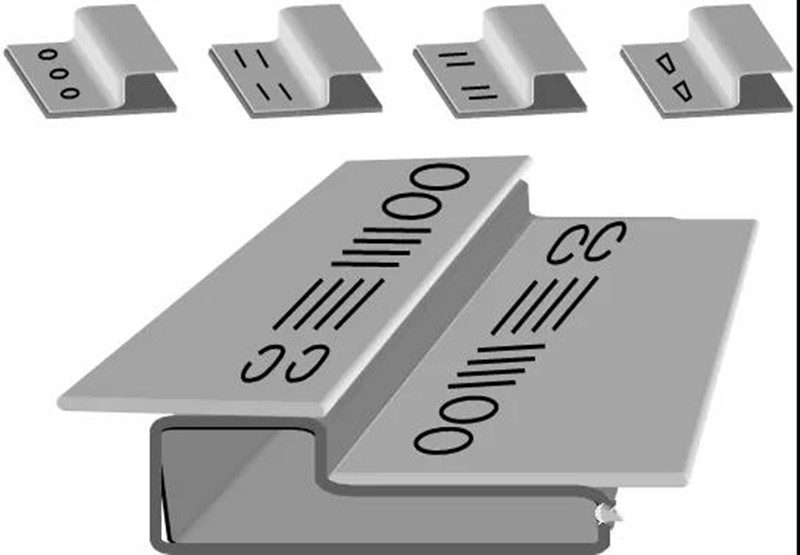
4. Kohandatud keevitusrežiim, optimeeritud vuugi tugevus: jaotuse, suuna ja kuju vaba muutmine.
Võrreldes traditsiooniliste keevitusmeetoditega on kaugskaneerimisel keevitamisel tohutud eelised nii tegeliku investeeringu, tegevuskulude, põrandapinna kui ka tootmisaja osas!

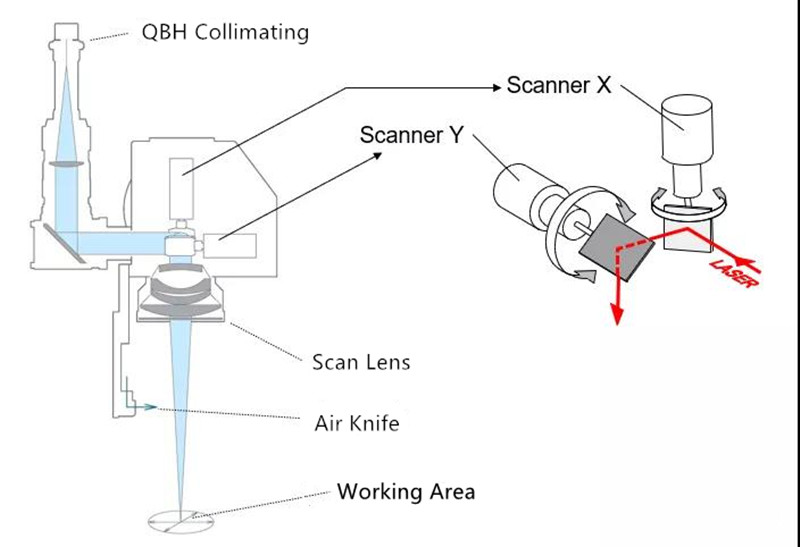
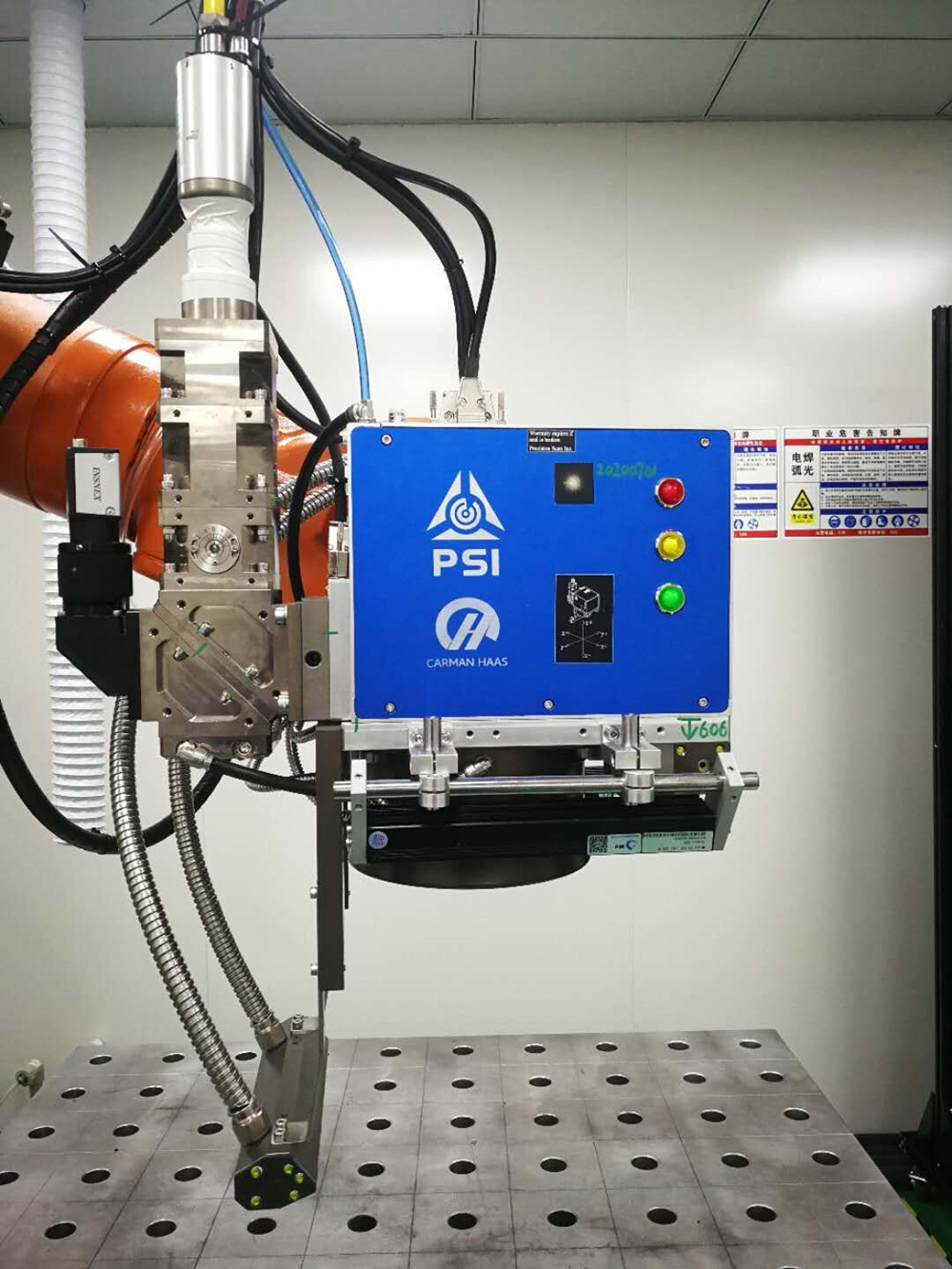
5. Skaneeriv keevitusstruktuur (näiteks CARMANHAAS PSH30))

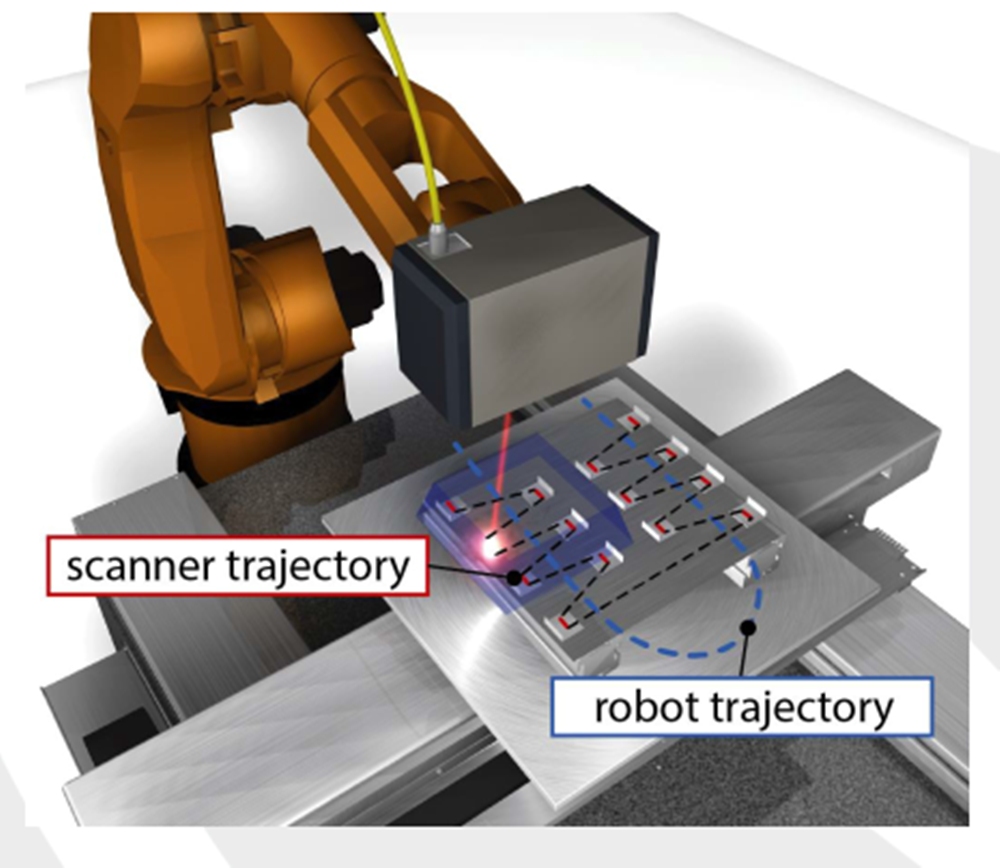
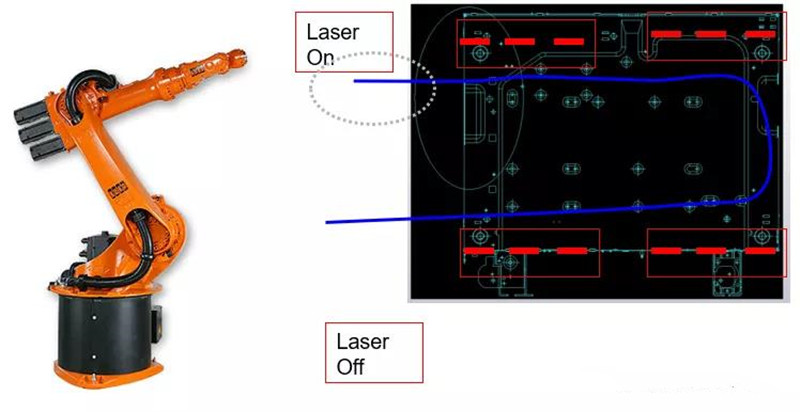
6. Sünkroonne liikumine: Galvo skanner ja Robot
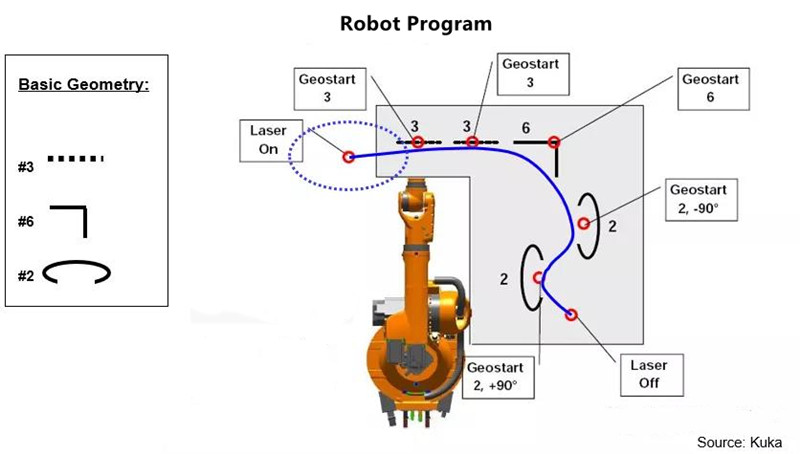
7. Galvo skanneri protsessi näite järjestus:
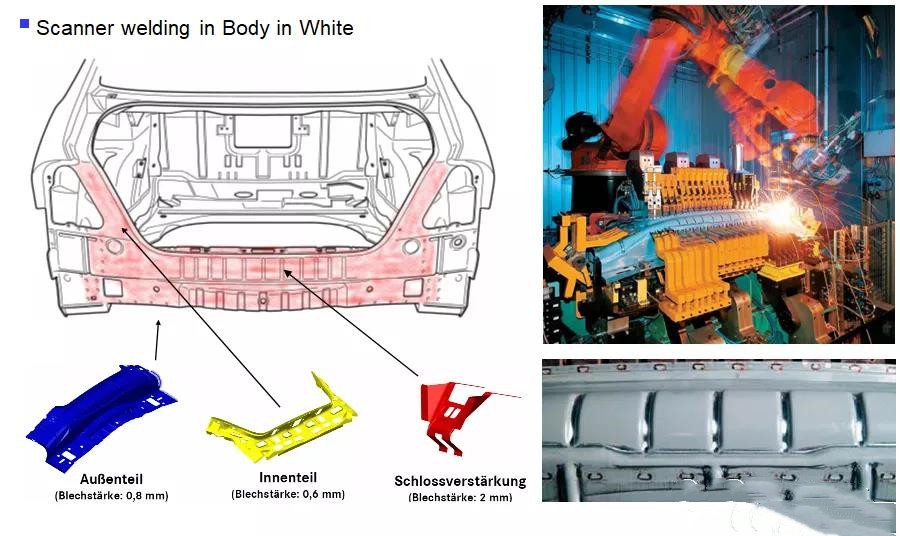
8. Galvo skanneri rakendus:

9. Laserskaneeriv keevitamine parandab tootmise efektiivsusty
a.Lühike positsioneerimisaeg tagab äärmiselt kõrge tootmisefektiivsuse
b.Madal soojusvõimsus
c.Väike moonutus, pikk objektiivi töökaugus
d. Objektiivi ei ole kerge määrduda
e. Vähendage töötlemisaega ja ruumi
f.Vähendage masinate arvu
g.Kõrge seadmete kasutusaste
10. Masstootmise rakendus
Võtke näiteks ülemine pind arvutamiseks:
Kokku on 12 keevisõmblust, millest igaüks on 10 mm pikk.
1.Ühe keevisõmbluse pikkus on 10 mm, kokku on 12 keevisõmblust ja keevisõmbluse kogupikkus on 120 mm;
2. Robot liigub kogu ala katmiseks neli korda;
3. Keevituskiirus on vähemalt 5 m/min ja puhas keevitusaeg võtab aega vaid 1,5 sekundit;
4. Robot peab liikuma neli korda, iga liikumisaeg on 1 sekund, seejärel vajavad neli liigutust 4 sekundit;
5. Kogu töötlemisaeg = keevitusaeg + roboti liikumisaeg = 1,5 s + 4 s = 5,5 s.
CARMANHAAS on nüüd pühendunud akutoitel keevitamise uurimis- ja arendustegevusele, sealhulgas kandiliste akude, pehmepakendis akude ja silindriliste akude rakendustele. Meie skannerkeevitussüsteemi saab kasutada elektrisõidukite tööstuses, näiteks liitiumakude, staatorimootorite, vasknõeltega keevitamisel ja muudes rakendustes, pakkudes parimat tootmiskvaliteeti soodsa hinnaga.

Postituse aeg: 11. juuli 2022